


Calendering process and conditions
At present, the rolling molding are mainly PVC products, mainly soft PVC film and hard PVC sheet two kinds. Here, the production of PVC film is taken as an example to describe a complete rolling molding process. The rolling molding process of PVC film is based on PVC resin as the main raw material, according to the different requirements of the use of the film product, the other auxiliary materials (plasticizer, stabilizer, filler and other auxiliary materials) according to the different proportion of the formula, by measurement and mixing, added to the PVC resin. It is mixed evenly by the high-speed mixer, mixed and pre-plasticized by the mixer, extruder or open mixer, and then transported to the calender for calendering and forming. The production process is then shaped by cooling rollers.
1.Selection of ingredients for formulation
Product formulation design should pay attention to the following points: Before formulation design, we should understand the application conditions of products, and distinguish the main and secondary items in the product quality requirements. The raw materials to be selected should pay attention to the interaction between the raw materials and the feasibility of the process operation. Pay attention to whether the materials used in the formula are harsh on the process operating conditions, and those raw materials that are sensitive to process temperature changes, not easy to mix with other raw materials, and easy to decompose should be used as little or as little as possible. The design of the formula to go through several repeated tests, the application of practice assessment, modify and perfect to determine a more ideal formula.
2.Mix and plasticize
The main purpose of mixing and plasticizing is to ensure uniform dispersion and plasticization of the material. If the dispersion is not uniform, the plasticizing effect of each part of the resin will be different, resulting in defects such as fisheye, cold scar, and reduced flexibility of the film. If the plasticization is uneven, the film will produce defects such as markings and poor transparency. The dosing mixing system should not only be prepared into dry mixture according to the formula, but also feed in a certain order according to the properties of each raw material. Initial mixing can be selected kneading machine, high-speed mixer, etc., if necessary, heating or cooling water in the jacket for cooling. The temperature in the plasticizing process should not be too high or too low. The temperature is too high, the time is too long, the plasticizer will be lost, and the resin will be degraded. If the temperature is too low, there will be non-stick rolls and non-uniform plasticization phenomena, which will also reduce the mechanical properties of the film. Generally soft PVC film plasticizing suitable temperature between 165~170℃. In recent years, with the continuous progress of the production technology of the mixer extruder, the continuous calender feed is replacing the intermittent feed operation.
3.Colling
The plasticized material is transported by belt, detected by metal detector, and fed to calender roll. Roll temperature, roll speed, speed ratio, storage capacity and roll distance are the key factors affecting the quality of rolled products, which are interrelated and restricted.
4.Roll temperature
Sufficient heat in the roller is necessary to melt and plasticize and extend the material. The heat required in the process of material rolling comes from internal heat and external heat. Internal heat refers to the large amount of friction heat generated by the shear action when the roll rotates during the calendering process. External heat refers to the heating of the surface of the roll through the medium or electricity to make the roll have a certain temperature. The heat required by the material is certain, and the internal and external heat should be balanced, so the control of roll speed and roll temperature should be related to each other. The roller temperature control is mainly determined according to the factors of resin and additives in the formula. For example, the melting temperature of resin in the formula is low, the melting viscosity is low, and the plasticizer content is high. The internal heat is mainly affected by the roller speed. The faster the roll speed, the higher the shear friction heat, the greater the internal heat, so the external heat required is relatively small, so the roll temperature can be appropriately reduced. However, the simple increase of roll speed will inevitably shorten the rolling time and increase the roller separation force, which will make the product thicker, the storage amount and the transverse thickness distribution of the product change. If the roller speed is reduced, the calendering time is extended, and the separation force is reduced, the product will first become thin, and after heat, due to the reduction of friction heat, the surface will appear rough, opaque and even holes and other defects. When calendering, in order to enable the material to fit the roll in turn, to avoid clamping air and making the film without bubbles, the temperature of each roll is generally increased in turn, and the temperature difference of each roll is within the range of 5~10℃. In addition, the surface temperature of the calender roll should also be as consistent as possible, so that the horizontal thickness of the product can be uniform.
5.Roll speed and speed ratio
Roll speed is the key factor that determines the production speed of calender. The roller speed is fast, the production efficiency is high, and the shrinkage rate of the product is also large. The roller speed should be determined by the flow characteristics of the rolled material and the thickness of the product. The ratio of the linear speed of two rollers adjacent to the calender is called the speed ratio of the roller. Adjust the speed of the calendering roller, so that each roller has a certain speed ratio, the main reason is to make the calendering material stick to the roller in turn, and the second is to improve the plasticization degree of the material. The roller speed ratio control of the calender should be moderate. When the speed ratio is too large, rolling phenomenon occurs, the thickness of the film will be uneven, and sometimes excessive internal stress will be generated. If the speed ratio is too small, the film will not suck the roll, resulting in air bubbles clamping in, affecting the quality of the product.
6.Storage between roll spacing and roll gap
Roll distance is the minimum distance between two adjacent roll surfaces. The adjustment of roller spacing during calendering is not only to adapt to the requirements of different thickness products, but also to change the storage amount between each roll gap. The amount of material stored between roll gaps also has great influence on product quality. The amount of material stored between rollers is too much, the material stays too long before calendering, the temperature is reduced, and the surface of the film will be rough and there are bubbles inside when it enters the roll calendering. When the amount of storage is too small and the calendering material is in short supply, the surface of the film will wrinkle due to insufficient extrusion pressure.
7.Rolling effect
Due to the tensile stress caused by large shear stress and velocity ratio on the longitudinal side of the calendered material on the calendering machine, the calendered material also produces molecular orientation along its longitudinal side, so that the film appears anisotropy in physical properties, which is called the calendering effect or orientation effect in the calendering molding. The size of the calender effect is affected by the calender temperature, roll speed to speed ratio, roll gap storage, product thickness and material properties. The calender effect makes the calender product anisotropic. The tensile strength and elongation at break are increased parallel to the calendering direction, but decreased perpendicular to the calendering direction. When the film is heated in the free state, the film shrinks in the longitudinal direction and expands in the transverse direction. Therefore, the thinner the rolled product, the more difficult it is to guarantee its quality. This is also why the film thickness is less than 0.05mm is rarely produced by calendering, and is produced by extrusion blown film.
8.Leading away, cooling, winding
The calendered film removed from the third and fourth rollers of the four-roll calender passes through the removal roll, the ginning roll, the cooling roll and the winding roll to become the product. The speed of the leading roller is usually 25% to 35% faster than the speed of the main roller of the calender, in addition, in order to avoid the cold stretching of the product during the leading, and to prevent the plasticizer and other volatile substances from condensing on the surface of the leading roller affecting the product quality, it is necessary to heat the leading roller. The cooling setting device uses a series of cooling rollers, generally 4 to 8. The purpose of cooling is to reduce the temperature of the product for subsequent take-up. The coiling speed should be strictly controlled during the coiling process, so that it is always suitable for the rolling speed. In order to ensure the smooth progress of calendering, the generally controlled roll speed is: take-up speed ≧ cooling speed > removal speed > third roll speed.
Potop's calender is your best choice for PVC film production. We use the most advanced processes and technologies to provide you with high quality and efficient production solutions. Our calenders are able to produce soft PVC films and hard PVC sheets according to your requirements to suit a variety of applications.
Our calendering mechanism makes the pressing process of PVC film very complete. We use PVC resin and various auxiliary materials, mixed in different proportions, and added to the high-speed mixer to stir evenly. Then, it is mixed and pre-plasticized by the mixer, extruder or open mixer, and then transported to the calender for calendering. Finally, high quality PVC film is produced by cooling roller.
We have a professional R & D team and high-quality after-sales service personnel, can provide you with first-class technical support and after-sales service. We focus on providing our customers with the best solutions to meet the demand for PVC film in different sectors.
By choosing a Potop calender, you can confidently produce high-quality PVC films to meet your needs in different areas. We look forward to working with you to create a better future together!
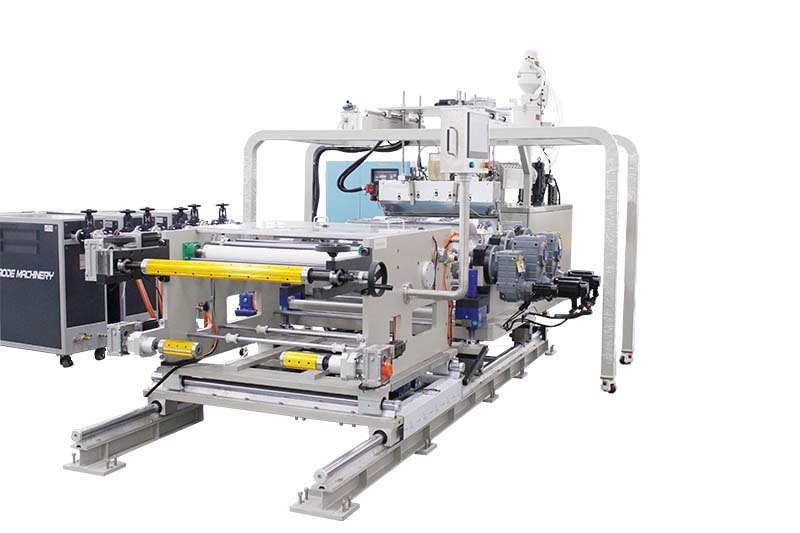
Large extruder
For more information:
David +8613632376303(WhatsApp/Wechat)
Email:[email protected]
http://www.potop-lab.com/
https://www.potop-polymer.com/mdo-stretcher/high-temperature-drawing-machine-for-polymer.html
https://www.potop-polymer.com/biaxial-stretcher/pp-bi-birectional-film-stretching-test-line.html